
Введение
Эффективность работы современных ионообменных установок (умягчения, деминерализации) на 80% зависит от качества проведения стадии регенерации. Ионный обмен — это обратимый процесс, и долговечность сорбента напрямую коррелирует с тем, насколько полно восстанавливается его обменная емкость в каждом цикле. Для профессиональной эксплуатации оборудования важно понимать не только последовательность фаз, но и физико-химическую кинетику каждой стадии.

Стадийность процесса и гидравлические режимы
Классический цикл регенерации фильтра, независимо от типа смолы (катионит или анионит), включает четыре обязательных этапа. Нарушение гидравлики на любом из них ведет к деградации слоя.
- Обратная промывка (Backwash): Исходная вода подается снизу вверх. Цель — перевод слоя из плотного состояния во взвешенное. Это удаляет механический шлам и предотвращает каналообразование (футтеринг). Скорость потока должна обеспечивать расширение слоя на 50–80%. Недостаточное расширение ведет к накоплению загрязнений внутри слоя, а избыточное — к выносу смолы в дренаж.
- Подача регенерирующего раствора (Brine Draw): Ввод реагента (для Na-катионирования — 8–12% NaCl). Здесь происходит ионное замещение накопленных солей жесткости. Критически важна скорость контакта: оптимально 4–6 м/ч. При превышении скорости ионы Ca2+ и Mg2+ не успевают диффундировать из пор матрицы.
- Медленная отмывка (Displacement): Вытеснение основного объема реагента со скоростью подачи раствора. Эта стадия завершает процесс обмена и экономит чистую воду.
- Быстрая отмывка (Fast Rinse): Удаление излишков солей сверху вниз до достижения рабочих показателей по жесткости или электропроводимости.
Прямоточная и противоточная технологии: сравнительный анализ. Выбор схемы регенерации определяет эксплуатационные затраты предприятия.
- Прямоточная регенерация (Co-flow): Регенерант движется в том же направлении, что и исходная вода. Основной недостаток — «эффект загрязненного дна». Нижние слои смолы, которые отвечают за финальную чистоту воды, контактируют с уже истощенным раствором реагента. Это требует избыточного расхода соли (до 200–250 г на 1 г-экв).
- Противоточная регенерация (Counter-flow): Технологии типа UPCORE или Amberpack. Свежий реагент подается навстречу рабочему потоку. Это позволяет достичь «проскока» жесткости менее 0,01–0,05 ммоль/л при экономии соли до 40% и воды на собственные нужды до 50%.
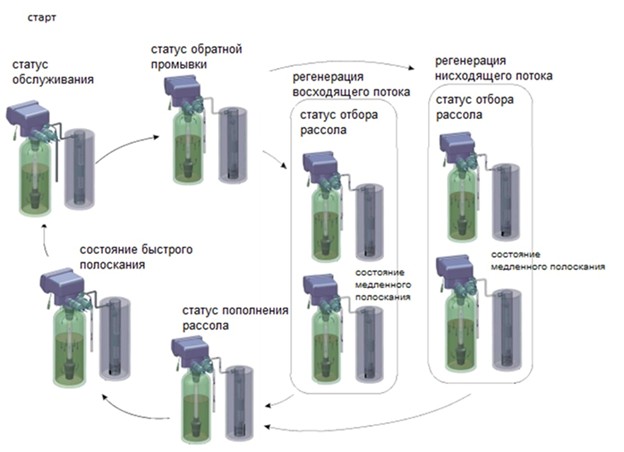
Таблица 1. Сравнение эффективности режимов регенерации
|
Параметр |
Прямоток (Co-flow) |
Противоток (Counter-flow) |
|
Удельный расход NaCl, г/г-экв |
160 – 250 |
80 – 120 |
|
Расход воды на отмывку, ОЗ* |
6 – 10 |
3 – 5 |
|
Остаточная жесткость, ммоль/л |
0,1 – 0,3 |
< 0,02 |
|
Срок службы смолы, лет |
3 – 5 |
5 – 8 |
*ОЗ — объемов загрузки.
Расчетные показатели и кинетика восстановления
Для технически грамотной настройки контроллера необходимо опираться на расчет рабочей обменной емкости (Ep). Она не является константой и зависит от удельного расхода реагента. Зависимость носит логарифмический характер: после достижения расхода в 150–200 г/л для стандартных сильнокислотных катионитов, дальнейшее увеличение дозы соли практически не дает прироста емкости, увеличивая лишь солесодержание стоков.
Критические ошибки эксплуатации и их последствия
- Использование некачественного реагента
- Осмотический шок
- Нарушение температурного режима
- Некорректная настройка «быстрой отмывки»
Применение технической соли вместо таблетированной или специальной соли высокой очистки ведет к «отравлению» смолы. Примеси железа, алюминия и марганца в соли аккумулируются в порах сорбента. Наличие антислеживателей (ферроцианид калия) создает на поверхности зерен непроницаемую пленку.

Резкая подача высококонцентрированного раствора (выше 15%) создает колоссальное осмотическое давление. Зерна смолы физически разрушаются, превращаясь в мелкую крошку. Это резко повышает гидравлическое сопротивление фильтра и требует преждевременной замены всей загрузки.
Особенно критично для анионитов. При деминерализации воды регенерация сильноосновных анионитов раствором NaOH должна проходить при температуре 35–45°C. При температуре ниже 20°C резко падает скорость десорбции кремнекислоты, а выше 50°C начинается термическая деградация функциональных групп смолы.
Зачастую отмывка настраивается по таймеру с запасом. Однако изменение температуры исходной воды или давления в системе меняет динамику вымывания солей. Современным техническим решением является установка датчика электропроводимости на линии сброса. Отмывка должна прекращаться при достижении разности в Δ50 мкСм/см между входом и выходом.
Заключение
Регенерация ионообменных фильтров — это процесс, требующий прецизионной настройки. Переход на противоточные схемы, использование качественных реагентов и автоматизация стадий отмывки позволяют не только продлить срок службы дорогостоящих смол, но и существенно снизить экологическую нагрузку за счет сокращения объема минерализованных стоков.